Мир Аддитивных Технологий
 Каталог товаров
Каталог товаров 
 принтеры")

Настольные FDM-принтеры могут сделать нашу повседневную жизнь очень интересной, превращая цифровую модель в реальный объект всего за несколько часов. Но когда мы используем 3D-принтеры FDM, мы обычно сталкиваемся с некоторыми проблемами. Понимание принципов работы FDM-принтеров и простой конструкции машины поможет нам быстро находить проблемы и решать задачи, возникающие в процессе 3D-печати. Сегодня мы в основном познакомимся с печатающей головкой настольного FDM-принтера, включая связанную с ней систему экструзии, холодный конец, горячий конец и т.д. Что такое печатающая головка, как работает 3D-печатающая головка, как чистить печатающую головку - эта практическая информация поможет вам повысить успешность FDM-печати.
Что такое печатающая головка в 3D-печати FDM?
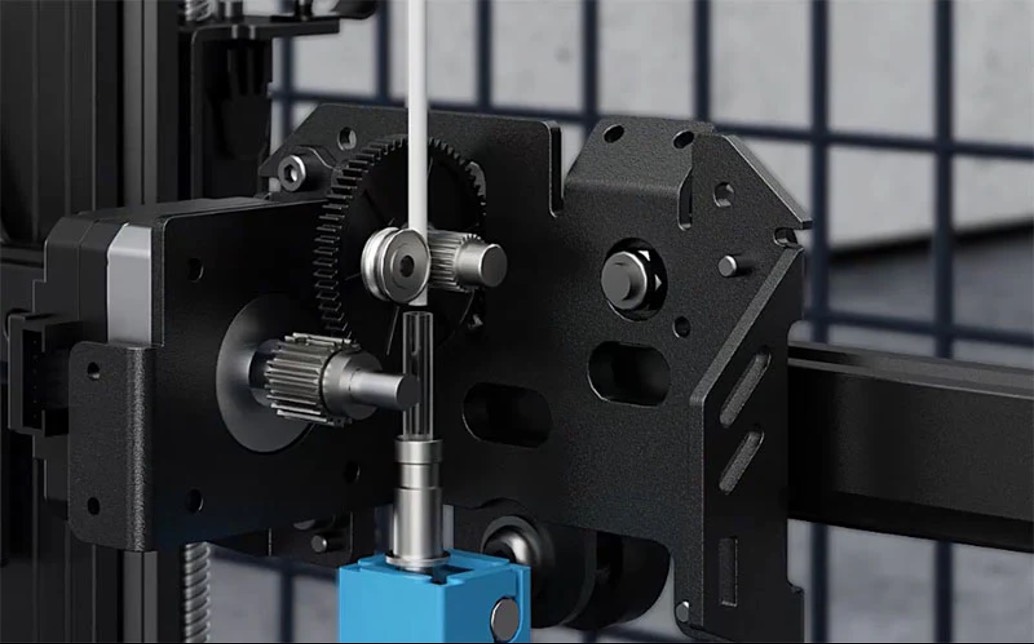
Экструзионная система FDM-принтера состоит из двух частей - холодной и горячей. Холодный конец включает в себя двигатель и экструдер, который отвечает за выдавливание и вывод филамента, он относится к силовой части. Горячая часть включает в себя радиатор, вентилятор и сопло, которые отвечают за нагрев и охлаждение материала.

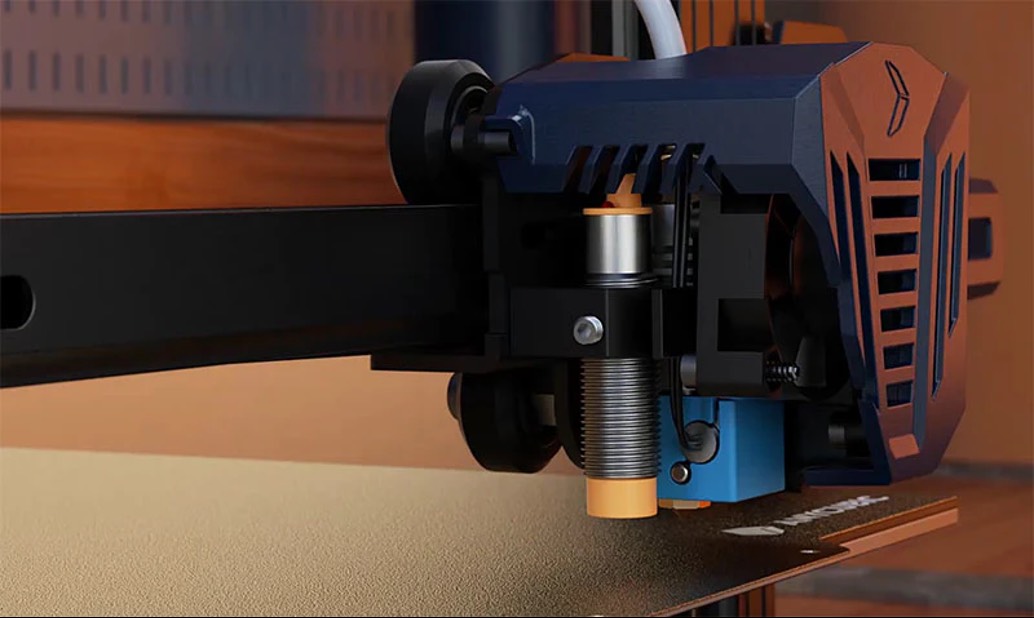
В FDM-принтерах обычно используются два типа экструзионных систем: экструдеры Боудена и прямые экструдеры. Например, FDM-принтер начального уровня Anycubic Kobra Neo оснащен прямым экструдером. Холодный конец закреплен на горячем конце, и филамент напрямую проталкивается в горячий конец, который перемещается вместе с горячим концом во время процесса печати. Весь модуль здесь - это печатающая головка FDM-принтера. Он может очень хорошо контролировать экструзию материала, а также завершать нагрев и печать нити в сопловой части.
Как работает головка для 3D-печати?
В системе прямой экструзии холодный конец непосредственно закреплен на горячем конце, филамент направляется на горячий конец через экструдер, а затем нагревается через сопло с температурой выше 190 °C, филамент плавится при высокой температуре и следует за печатающей головкой, двигаясь вместе, печатая от точки к поверхности на печатном слое, а затем создавая модель слой за слоем. В этом случае вес печатающей головки тяжелее, чем при разделительной печати с холодного и горячего конца. Вибрация двигателя холодного конца также добавляется к печатающей головке, поэтому теоретически дополнительный вес и вибрации будут влиять на движение печатающей головки и даже приведут к замедлению скорости печати или постепенному снижению точности перемещения по оси X.
Очистка печатающей головки: Как очистить сопло 3D-принтера и предотвратить засорение
3D-принтеры, как правило, состоят из множества мелких и сложных деталей, поэтому правильное обслуживание и калибровка особенно важны для правильного использования 3D-принтеров FDM и помогают нам сохранять точные и качественные отпечатки. Как следует обслуживать эту часть печатающей головки? Что делать, если возникли проблемы с засорением?

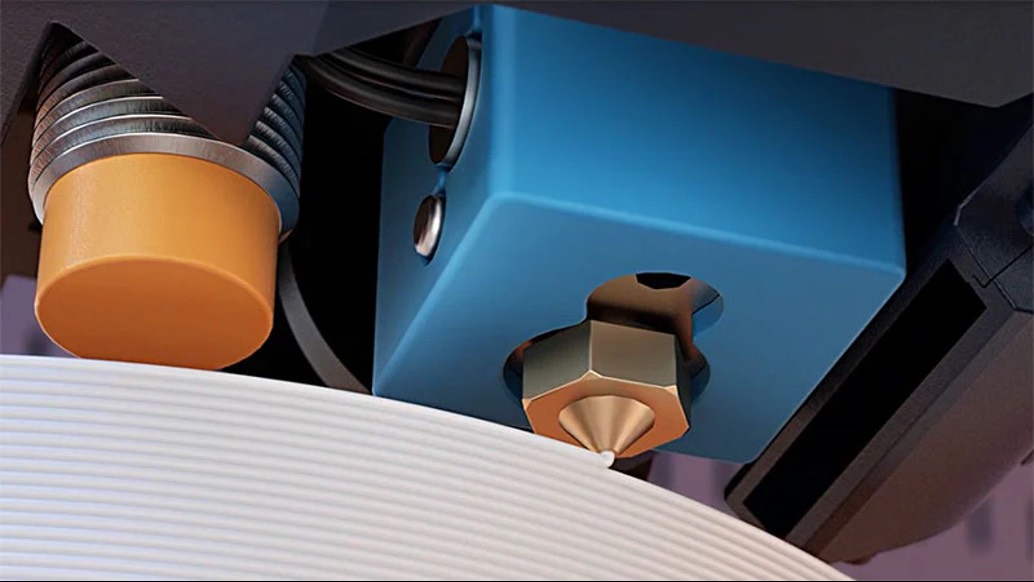
Обычно именно сопловая часть печатающей головки чаще всего сталкивается с проблемами засорения. Во время процесса печати температура сопла достигает 190-230°C, что требует постоянного нагрева и расплавления нити. Если не уделять внимания очистке сопла, легко вызвать его засорение, что окажет большое негативное влияние на последующую печать модели. Но очистка сопла также относительно проста и может быть выполнена с помощью простых инструментов.
Существует два типа засорения сопла: внутреннее и внешнее. Внутреннее засорение обычно вызвано карбонизацией расходных материалов при высокой температуре в течение длительного времени, и его необходимо вычерпывать после нагрева. Внешнее засорение обычно вызвано изменением платформы. Если платформа не располагается параллельно соплу, возникает внешнее засорение.



В данном разделе пока пусто
Вы можете вернуться на страницу каталога или воспользоваться навигацией или поиском по сайту.
Главная страница- Комментарии
 1 литр")
 1 литр")

 для FDM 3D принтеров CLUB3D Base - Черный (Black) 1KG (1,75мм)")
1 литр")
 1 литр")
 CLUB3D PRO - Черный (Black) 1KG (1,75мм)")
 для FDM 3D принтеров CLUB3D Base - Ярко Белый (White)1KG (1,75мм)")
 CLUB3D Base - Черный (Black) 1KG (1,75)")
 1 литр")


|
Copyright 2022 © Все права защищены. г.Москва Поречная д.10 Посмотреть на карте |

